

The vast majority of premature coating failures are caused not by the paint, but by the preparation beneath it. Here is how to get it right, step by step, to the standards we apply every day.
An expensive coating on poorly prepared steel is money wasted. Preparation determines adhesion, and adhesion determines service life. With industrial painting, quality never starts with the paint. It starts with the steel underneath.
Why preparation decides whether your coating succeeds
A coating bonds to the substrate both mechanically and chemically. Grease, rust, mill scale and soluble salts all block that bond. Coat over such a layer and the coating eventually lets go: blistering, under-rust, delamination. Cleaning the substrate thoroughly and creating the right roughness is therefore not a formality; it is the decisive step.
Step 1: degrease and clean
Before a single grain of abrasive hits the steel, the surface must be free of oil, grease and dirt. Blasting over grease rubs the contamination in deeper and contaminates your abrasive. Pay particular attention to:
- Oil and grease: remove with a suitable degreaser (to SSPC-SP 1), not water alone.
- Soluble salts (chlorides): invisible but notorious. They draw moisture under the coating. Test and steam-clean where needed.
- Dust, loose dirt and old, flaking paint: remove mechanically.

Step 2: blast to the right cleanliness grade (ISO 8501-1)
The international standard ISO 8501-1 defines visual cleanliness grades for blasted steel. Which grade you need is specified by the coating manufacturer in the technical data sheet. For most industrial protective systems that is Sa 2½.
| Grade | Description | Typical use |
|---|---|---|
| Sa 1 | Light blast: loose mill scale, rust and paint removed | Rarely sufficient for industrial coatings |
| Sa 2 | Thorough blast: nearly all contamination removed | Lighter protective systems |
| Sa 2½ | Very thorough blast: only light shadows or streaks allowed | Standard for most industrial & petrochemical systems |
| Sa 3 | Blast to white metal: visually completely clean | Most severe service: immersion, tank lining |
Blast-cleaning grades to ISO 8501-1
In practice, always pull the data sheet: coating to a grade below spec voids the manufacturer’s warranty and is the most common cause of premature failure.
Step 3: the right surface profile (anchor pattern)
Blasting does more than clean: it creates roughness, the “anchor pattern” the coating grips into. Too smooth and the coating has no grip; too rough and the peaks protrude through the film thickness and rust through first.
- The required profile (often 30 to 75 µm Rz) is given in the data sheet and depends on the coating system and film thickness.
- The abrasive (grit versus grit mix) and blast pressure set the profile. Coarser media give a deeper profile.
- Measure the profile objectively with profile tape (Testex) or a roughness gauge; don’t trust the eye.

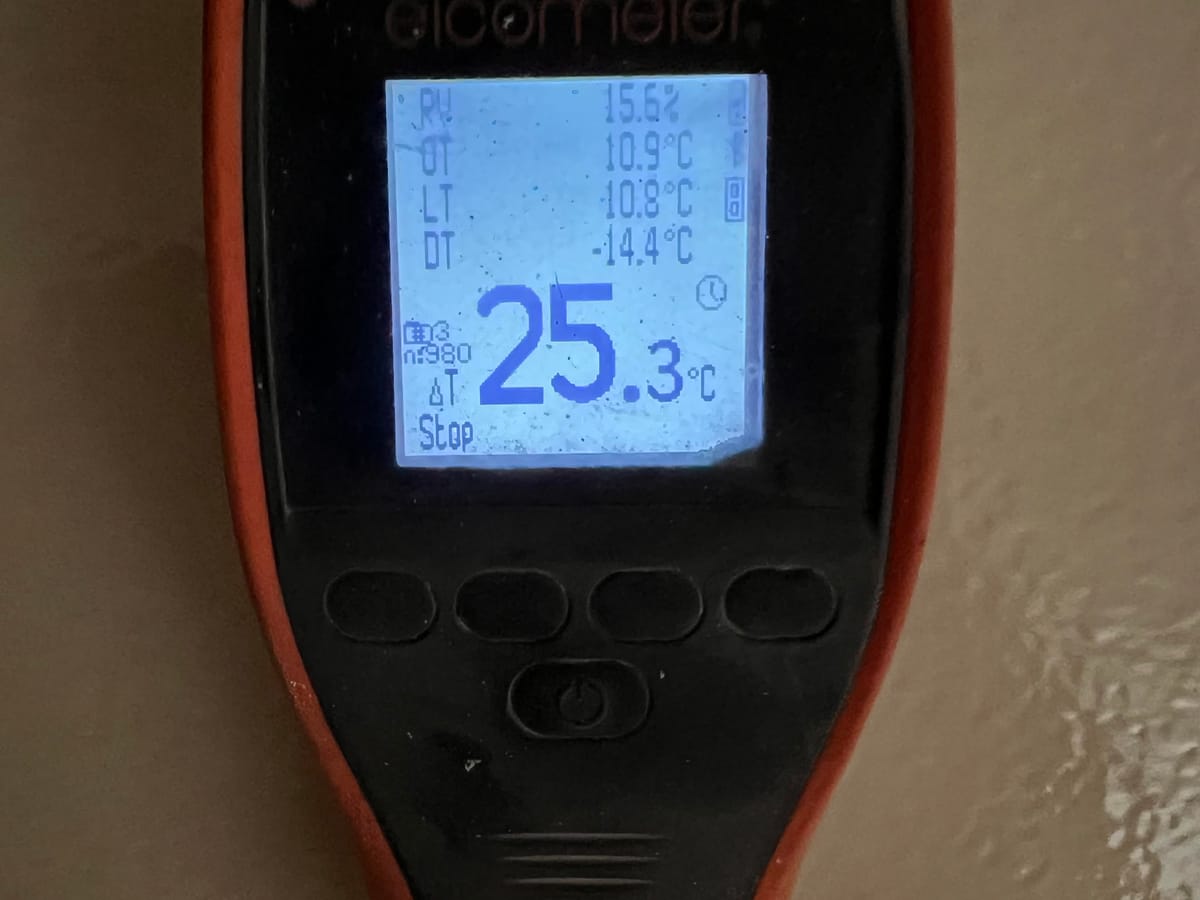
Step 4: climate, dew point and timing
Freshly blasted steel is chemically “naked” and rusts remarkably fast (flash rust). The climate at the moment of blasting and coating is therefore critical:
- Steel temperature must be at least 3 °C above the dew point, or moisture condenses on the surface.
- Keep an eye on relative humidity (guideline under 85 %).
- Coat within the manufacturer’s specified window, often the same day, before flash rust forms.
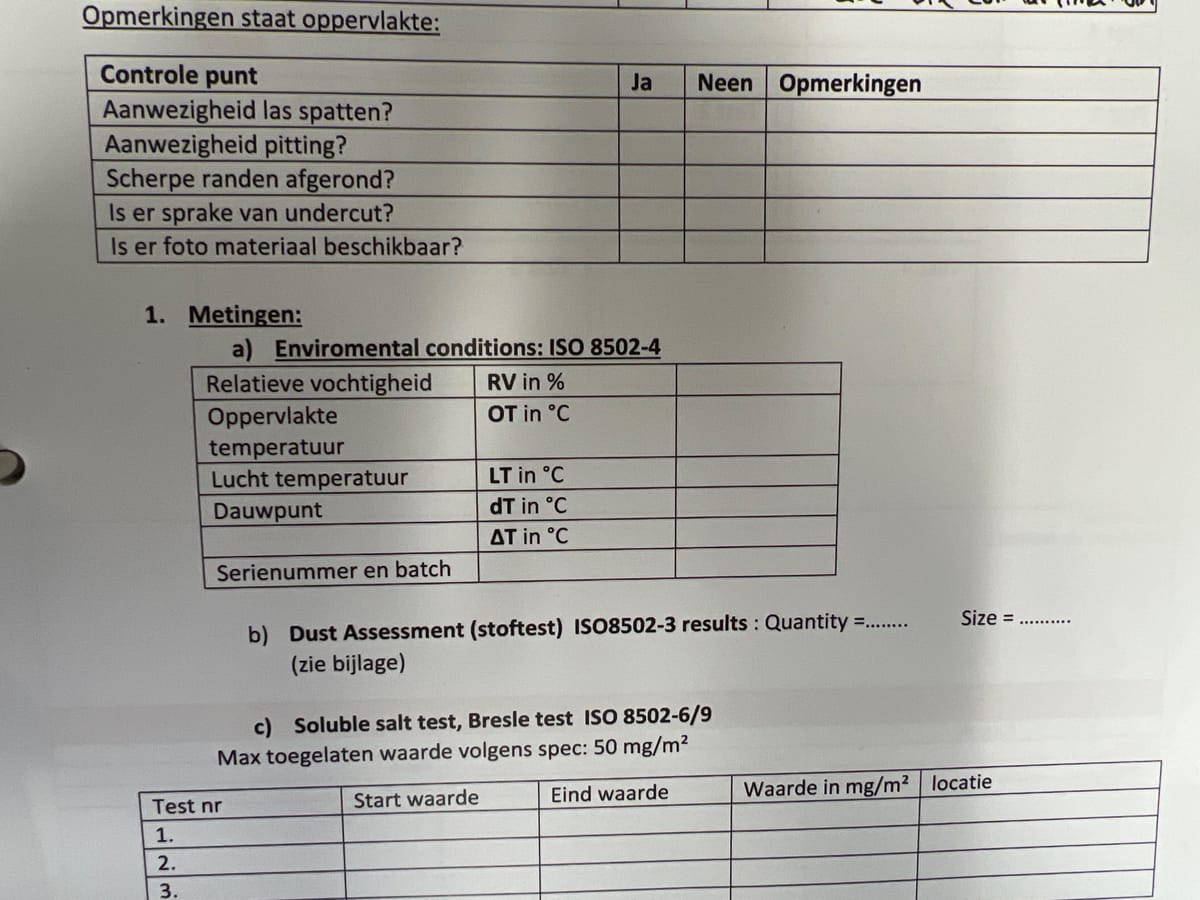
Step 5: measure, document and choose the right abrasive
Good preparation is measurable. Record every critical parameter objectively: it proves afterwards that the work met spec and prevents disputes at handover.
- Soluble salts: measure conductivity to ISO 8502 (for example the Bresle method) before coating.
- Surface profile: determine the roughness grade to ISO 8503 (fine, medium or coarse) with profile tape or a roughness gauge.
- Climate: continuously log steel temperature, air temperature, relative humidity and dew point.
- Abrasive choice: match the media to the goal. Garnet and steel grit give an angular, deeper profile; smoother media or steel shot a shallower one.
That measurement culture is exactly what makes an industrial coating last for years. See our completed projects for how we apply this approach in the field.
Common mistakes
- Coating over flash rust or visible under-rust.
- Ignoring soluble salts because they are invisible.
- A wrong (too smooth or too rough) surface profile.
- Skipping climate checks and working on through high humidity.
- Exceeding the primer’s recoat window.
Frequently asked questions
What does cleanliness grade Sa 2½ mean?
Sa 2½ is a visual cleanliness grade from ISO 8501-1 for blasted steel. The surface is blasted very thoroughly: mill scale, rust and old paint are removed, with only light shadows or streaks allowed. It is the standard for most industrial protective systems.
How long can blasted steel be left before coating?
As short as possible. Freshly blasted steel rusts quickly (flash rust), often within hours in humid weather. Coat the same day where possible, within the window the manufacturer specifies, and always before new rust forms.
Which surface profile do I need?
It is given in the coating’s technical data sheet, typically 30 to 75 µm Rz. Too smooth gives poor adhesion; too rough lets the peaks protrude through the film. Measure the profile objectively with profile tape or a roughness gauge rather than judging by eye.
What is flash rust and how do you prevent it?
Flash rust is the thin layer of rust that forms on freshly blasted, chemically "naked" steel as soon as it meets moisture. Coating over flash rust weakens adhesion. Climate control (keeping the steel above the dew point) and recoating quickly prevent it.
Why do soluble salts matter so much?
Soluble salts such as chlorides are invisible but draw moisture under the coating, causing blistering and under-rust. Blasting alone does not remove them reliably. Measure them to ISO 8502 and steam-clean where needed.
Need help with your project?
Preparation that actually lasts
Russo NV delivers blasting, surface preparation and industrial coatings to VCA and ISO standards, with measured cleanliness grades and controlled surface profiles. Request a no-obligation quote or advice.
Request a quote