

Het overgrote deel van vroegtijdig coatingfalen ontstaat niet door de verf, maar door de voorbereiding eronder. Dit is hoe je het wél goed doet, stap voor stap, volgens de normen die wij dagelijks toepassen.
Een dure coating op slecht voorbereid staal is weggegooid geld. De voorbereiding bepaalt de hechting, en de hechting bepaalt de levensduur. Bij industriële schilderwerken begint kwaliteit dus nooit bij de verf, maar bij het staal eronder.
Waarom voorbereiding bepaalt of je coating slaagt
Een coating hecht mechanisch én chemisch aan de ondergrond. Vet, roest, walshuid (mill scale) en oplosbare zouten verhinderen die hechting. Wordt er over zo’n laag heen gecoat, dan laat de coating na verloop van tijd los: blaarvorming, onderroest, delaminatie. De ondergrond zorgvuldig reinigen en de juiste ruwheid creëren is daarom geen formaliteit, maar de bepalende stap.
Stap 1: ontvetten en reinigen
Vóór er ook maar één korrel straalmiddel raakt, moet het oppervlak vrij zijn van olie, vet en vuil. Stralen over vet wrijft de vervuiling net dieper in én besmet je straalmiddel. Let in het bijzonder op:
- Olie en vet: verwijderen met een geschikt ontvettingsmiddel (conform SSPC-SP 1), niet enkel met water.
- Oplosbare zouten (chloriden): onzichtbaar maar berucht. Ze trekken vocht aan onder de coating. Meten en zo nodig stoomreinigen.
- Stof, los vuil en oude, loszittende verf: mechanisch verwijderen.

Stap 2: stralen tot de juiste reinheidsgraad (ISO 8501-1)
De internationale norm ISO 8501-1 beschrijft visuele reinheidsgraden voor gestraald staal. Welke graad je nodig hebt, schrijft de coatingfabrikant voor in het technische datablad. Voor de meeste industriële beschermsystemen is dat Sa 2½.
| Graad | Omschrijving | Typisch gebruik |
|---|---|---|
| Sa 1 | Licht stralen: losse walshuid, roest en verf verwijderd | Zelden voldoende voor industriële coatings |
| Sa 2 | Grondig stralen: bijna alle verontreiniging weg | Lichtere beschermsystemen |
| Sa 2½ | Zeer grondig stralen: enkel lichte schaduwen of strepen toegestaan | Standaard voor de meeste industriële & petrochemische systemen |
| Sa 3 | Stralen tot wit metaal: visueel volledig schoon | Zwaarste belasting: immersie, tankbekleding |
Reinheidsgraden voor stralen volgens ISO 8501-1
Vraag in de praktijk altijd het datablad op: coaten op een te lage graad doet de garantie van de fabrikant vervallen en is de meest voorkomende oorzaak van vroegtijdig falen.
Stap 3: het juiste straalprofiel (ankerprofiel)
Stralen doet meer dan reinigen: het creëert ruwheid, het “ankerprofiel” waarin de coating zich vastzet. Te glad en de coating heeft geen grip; te ruw en de pieken steken door de laagdikte heen en roesten als eerste door.
- Het vereiste profiel (vaak 30 tot 75 µm Rz) staat in het datablad en hangt af van het coatingsysteem en de laagdikte.
- De korrel (grit versus gritmix) en de straaldruk bepalen het profiel. Grover straalmiddel geeft een dieper profiel.
- Meet het profiel objectief met profieltape (testex) of een ruwheidsmeter; vertrouw niet op het oog.

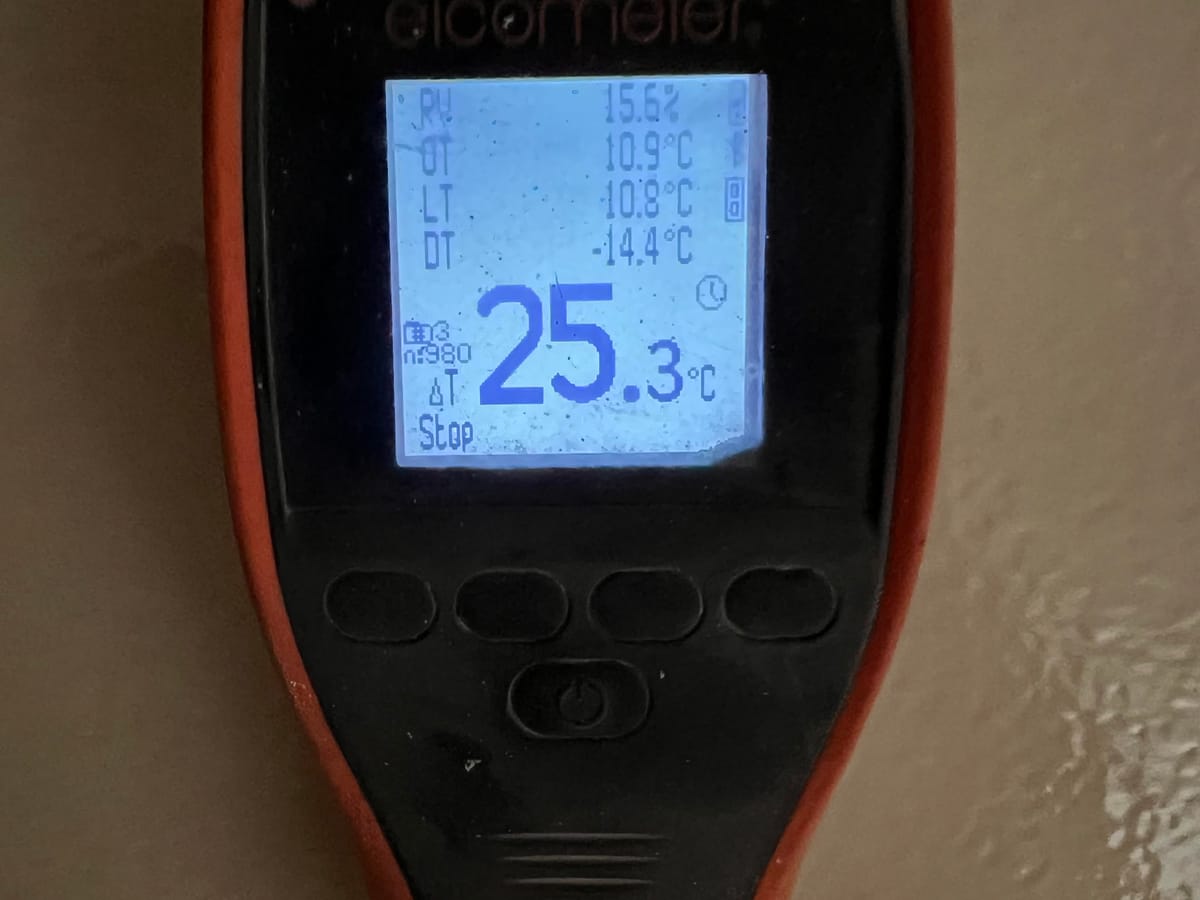
Stap 4: klimaat, dauwpunt en timing
Gestraald staal is chemisch “naakt” en roest verbluffend snel (flash rust). Het klimaat op het moment van stralen én coaten is daarom cruciaal:
- De staaltemperatuur moet minstens 3 °C boven het dauwpunt liggen, anders condenseert vocht op het oppervlak.
- Houd de relatieve luchtvochtigheid in de gaten (richtwaarde onder 85 %).
- Coat binnen het door de fabrikant voorgeschreven venster, vaak dezelfde dag, vóór er flash rust ontstaat.
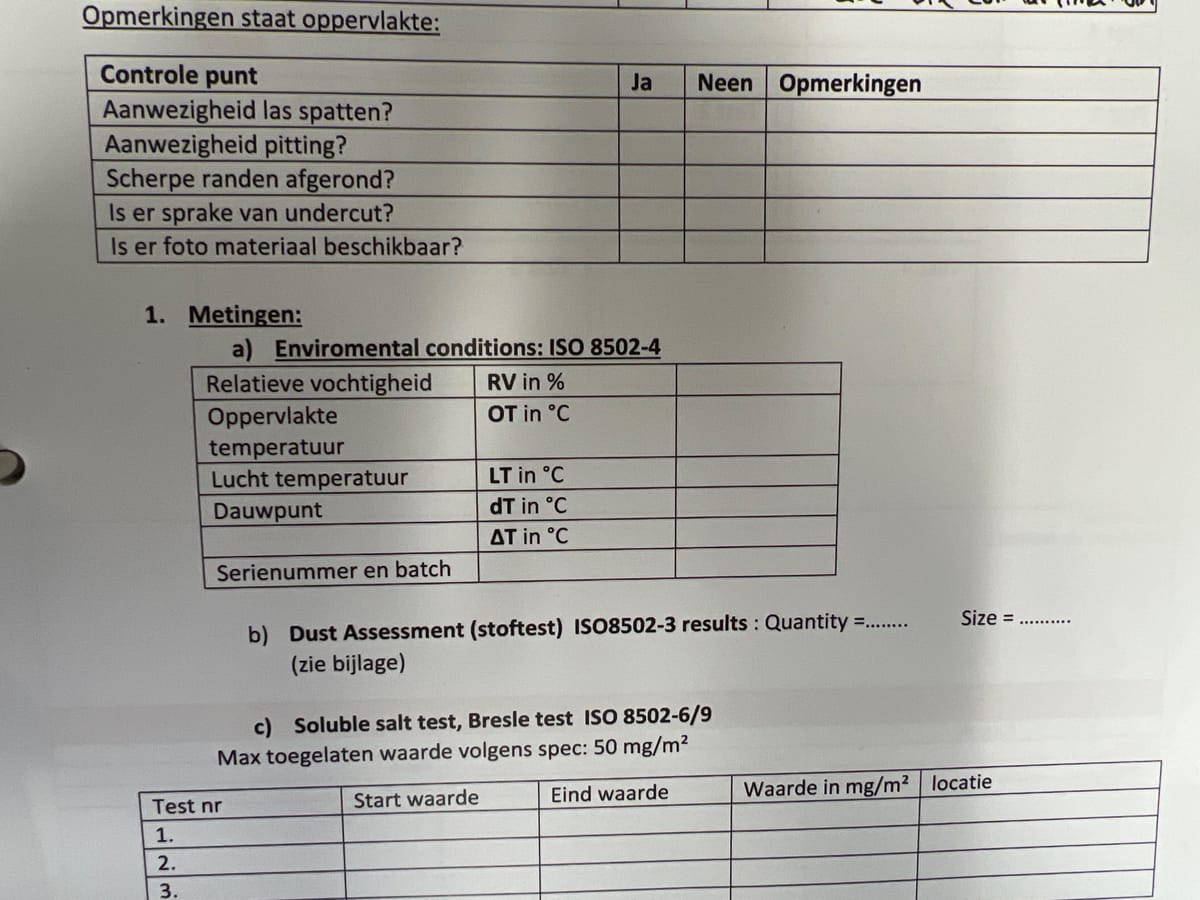
Stap 5: meten, documenteren en de juiste korrel kiezen
Een goede voorbereiding is meetbaar. Leg elke kritische parameter objectief vast: zo toon je achteraf aan dat er volgens spec gewerkt is en vermijd je discussie bij oplevering.
- Oplosbare zouten: meet de geleidbaarheid volgens ISO 8502 (bijvoorbeeld de Bresle-methode) voordat je coat.
- Straalprofiel: bepaal de ruwheidsklasse volgens ISO 8503 (fijn, medium of grof) met profieltape of een ruwheidsmeter.
- Klimaat: log doorlopend staaltemperatuur, luchttemperatuur, relatieve luchtvochtigheid en dauwpunt.
- Korrelkeuze: stem het straalmiddel af op het doel. Garnet en staalgrit geven een hoekig, dieper profiel, gladde korrel of straalgrind een ondieper profiel.
Die meetcultuur is precies wat een industriële coating jarenlang laat standhouden. Bekijk onze gerealiseerde projecten om te zien hoe we deze aanpak in de praktijk toepassen.
Veelgemaakte fouten
- Coaten over flash rust of zichtbare onderroest.
- Oplosbare zouten negeren omdat ze onzichtbaar zijn.
- Een verkeerd (te glad of te ruw) straalprofiel.
- Klimaatcontrole overslaan en bij te hoge vochtigheid doorwerken.
- De overschildertermijn van de primer overschrijden.
Veelgestelde vragen
Wat betekent reinheidsgraad Sa 2½?
Sa 2½ is een visuele reinheidsgraad uit ISO 8501-1 voor gestraald staal. Het oppervlak is zeer grondig gestraald: walshuid, roest en oude verf zijn verwijderd, enkel lichte schaduwen of strepen blijven toegelaten. Het is de standaard voor de meeste industriële beschermsystemen.
Hoe lang mag gestraald staal blootliggen voordat je coat?
Zo kort mogelijk. Vers gestraald staal roest snel (flash rust), bij vochtig weer vaak al binnen enkele uren. Coat bij voorkeur dezelfde dag, binnen het venster dat de fabrikant voorschrijft, en altijd voordat er nieuwe roest ontstaat.
Welk straalprofiel heb ik nodig?
Dat staat in het technische datablad van de coating, doorgaans 30 tot 75 µm Rz. Te glad geeft onvoldoende hechting, te ruw laat de pieken door de laagdikte steken. Meet het profiel objectief met profieltape of een ruwheidsmeter, schat het niet op het oog.
Wat is flash rust en hoe voorkom je het?
Flash rust is de dunne roestlaag die ontstaat op vers gestraald, chemisch "naakt" staal zodra het vocht raakt. Coaten over flash rust verzwakt de hechting. Klimaatcontrole (staal boven het dauwpunt houden) en snel overschilderen voorkomen het.
Waarom zijn oplosbare zouten zo belangrijk?
Oplosbare zouten zoals chloriden zijn onzichtbaar, maar trekken vocht aan onder de coating en veroorzaken blaarvorming en onderroest. Stralen alleen verwijdert ze niet betrouwbaar. Meet ze volgens ISO 8502 en stoomreinig waar nodig.
Hulp nodig bij uw project?
Voorbereiding die wél standhoudt
Russo NV verzorgt stralen, oppervlaktevoorbehandeling en industriële coatings volgens VCA- en ISO-normen, met meetbare reinheidsgraden en gecontroleerde straalprofielen. Vraag vrijblijvend een offerte of advies aan.
Vraag een offerte aan